All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
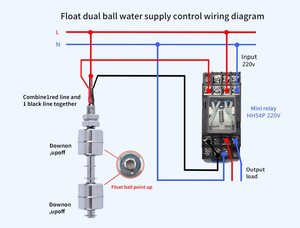
Cảm biến mức phao công nghiệp
(Có 633 sản phẩm)
Alibaba
Dụng cụ & trang thiết bị kiểm nghiệm
Dụng cụ đo đạc & đo lường
Dụng cụ đo thăng bằng
Previous slide
Next slide
Ready to Ship
Hot bán Meter đo Transmitter thủy tĩnh magnetrol capicitance Tank Level Gauge Magnetic Float mực nước cảm biến
$90.10-320
Đơn hàng tối thiểu: 1 piece
Vận chuyển mỗi chiếc: $16.17
4.8/5.0 (61 reviews)
CN
Xi'an Yunyi Instrument Co., Ltd.
Previous slide
Next slide
Sẵn sàng vận chuyển
SS mini chỉ báo mức chất lỏng Transmitter nước lỏng
Float
chuyển cho bể nước điều khiển mức độ Mô-đun cảm biến
1,90-4,90 US$
Đơn hàng tối thiểu: 1 Cái
Đã bán 114
Vận chuyển mỗi chiếc: 4,27 US$
Giao hàng muộn nhất vào 08/12
CN
Dongguan Fuen Electronics Co., Ltd.
Previous slide
Next slide
Ip68 4-20mA 0-10V RS485 thủy tĩnh chìm cảm biến mức độ thăm dò cho bể nước
35-45 US$
Đơn hàng tối thiểu: 1 Bộ
CN
Hefei Wnk Smart Technology Co., Ltd.
Previous slide
Next slide
RS485 DIESEL bình nhiên liệu mức độ cảm biến theo dõi mức độ phát hiện giám sát hệ thống quản lý với báo động
40-45 US$
Đơn hàng tối thiểu: 1 Bộ
Đã bán 41
CN
Shaanxi Qijia Automation Technology Co., Ltd.
Previous slide
Next slide
Sẵn sàng vận chuyển
Nhà Cung cấp nhà máy RS485 modbus Hart cảm biến mức thủy tĩnh nước cảm biến mức chất lỏng nước thải bùn cảm biến mức
13,50-18,90 US$
15-21 US$
-10%
Đơn hàng tối thiểu: 1 Cái
Đã bán 31
Vận chuyển mỗi chiếc: 8,44 US$
Giao hàng muộn nhất vào 28/11
CN
Guangdong Hongsimai Technology Co., Ltd.
Previous slide
Next slide
Bộ Điều Khiển Chuyển Đổi Mức Nổi Từ Đa Điểm Bộ Điều Khiển Mức Nước Sản Xuất Tại Trung Quốc Cảm Biến Bể Nước
29-45 US$
Đơn hàng tối thiểu: 1 Cái
Đã bán 22
CN
Zhuhai Qixinli Technology Co., Ltd.
Previous slide
Next slide
Sẵn sàng vận chuyển
Tùy chỉnh thép không gỉ mức độ chuyển đổi
Float
cảm biến mức 2M
Float
chuyển đổi
1,30-5 US$
Đơn hàng tối thiểu: 1 Cái
Đã bán 103
Vận chuyển mỗi chiếc: 8,50 US$
Giao hàng muộn nhất vào 26/11
CN
Dongguan Fuen Electronics Co., Ltd.
Previous slide
Next slide
Nhanh chóng cài đặt thép không gỉ từ mực nước cảm biến mức
Float
Thiết bị chuyển mạch hồ bơi nước bể
Float
chuyển đổi
3,39-4,89 US$
Đơn hàng tối thiểu: 10 Cái
CN
Foshan Shunde Saier Sensor Co., Ltd.
1
2
3
4
5
More pages
16
Các danh mục hàng đầu
Dụng cụ thử nghiệm và phân tích
Vật tư thí nghiệm
Dụng cụ đo đạc & đo lường
Thiết bị xét nghiệm
Previous slide
Next slide
Các tìm kiếm liên quan:
cảm biến mức kiểu nổi
cảm biến mức holykell
cảm biến mức tank 4 chiều
cảm biến mức chất lỏng
cảm biến cấp công nghiệp tích hợp
cảm biến mức chất lỏng có dây
cảm biến mực nước cho chất rắn
giá cảm biến mức nổi
cảm biến mức công nghiệp
cảm biến mức omega
cảm biến mức bể nước thải
cảm biến mức loại phao
cảm biến mức vàng
cảm biến mức cao thấp
cảm biến mức lắp bên