All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
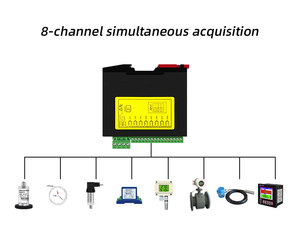
Siêu Mỏng Cô Lập 8 Kênh Mv + Cặp Nhiệt Điện + Mô Đun Đầu Vào Analog 4-20ma HMI/PLC Với Đầu Ra RS485
$40 - 90
Min. Order: 10 pieces
17yrs
5.0/5.0
·
35 reviews
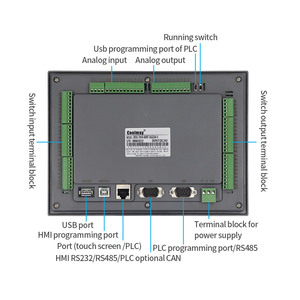
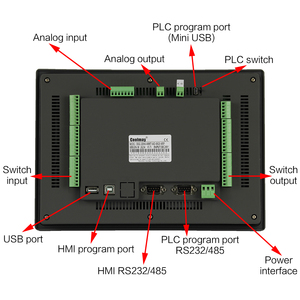
HMI với mô-đun PLC
(Có 999+ sản phẩm)
Alibaba
Vật tư & thiết bị điện
Thiết bị điều khiển công nghiệp
Người Máy Giao Diện & Công Nghiệp Máy Tính
Previous slide
Next slide
Siêu Mỏng Cô Lập 8 Kênh Mv + Cặp Nhiệt Điện + Mô Đun Đầu Vào Analog 4-20ma HMI/PLC Với Đầu Ra RS485
Ready to Ship
$40 - 90
Đơn hàng tối thiểu: 10 pieces
17 yrs
CN
Nhà cung cấp
5.0/5.0
·
35 reviews
Previous slide
Next slide
Màn hình cảm ứng
PLC
HMI
Coolmay 10 inch, bộ điều khiển logic lập trình kỹ thuật số, máy tích hợp tất cả trong một
1.597
.455 -
7.283
.311 ₫
Đơn hàng tối thiểu: 1 Cái
10 yrs
CN
Nhà cung cấp
Previous slide
Next slide
Màn hình cảm ứng
HMI
PLC
tích hợp hoàn toàn mới 100% Delta
HMI
DOP-107BV 7 inch
Sẵn sàng vận chuyển
2.030
.663 -
2.220
.192 ₫
Đơn hàng tối thiểu: 2 Cái
3 yrs
CN
Nhà cung cấp
Previous slide
Next slide
Màn hình cảm ứng
HMI
PLC
15.6 inch, giao diện người máy cho hệ thống tự động
12.535
.959 -
15.043
.150 ₫
Đơn hàng tối thiểu: 1 Cái
2 yrs
CN
Nhà cung cấp
1
2
3
4
5
More pages
61
1
/
61
Các danh mục hàng đầu
Vật tư điện
Máy phát điện
Dụng cụ điện
Sản phẩm điện áp thấp
Bộ cấp điện
Công tắc
Dây dẫn, cáp và cụm cáp
Thiết bị điều khiển công nghiệp
Phụ kiện dây dẫn
Đầu nối & Đầu cực
Sản phẩm điện áp trung bình & cao
Previous slide
Next slide
Các tìm kiếm liên quan:
HMI với Java
HMI OP77B
hmi 2711c k2m
hmi siemens
hmi 6av siemens
HMI PLC tích hợp
hmi 232
hmi575
bộ điều khiển HMI PLC tích hợp 5
hmi 320
plc e hmi
giá HMI 4000W
HMI 200
HMI sản xuất tại Nhật Bản
mô-đun HMI RS232